A Remarkable Challenge – Development Case of a Yacht Stabilizer Housing
Project Overview
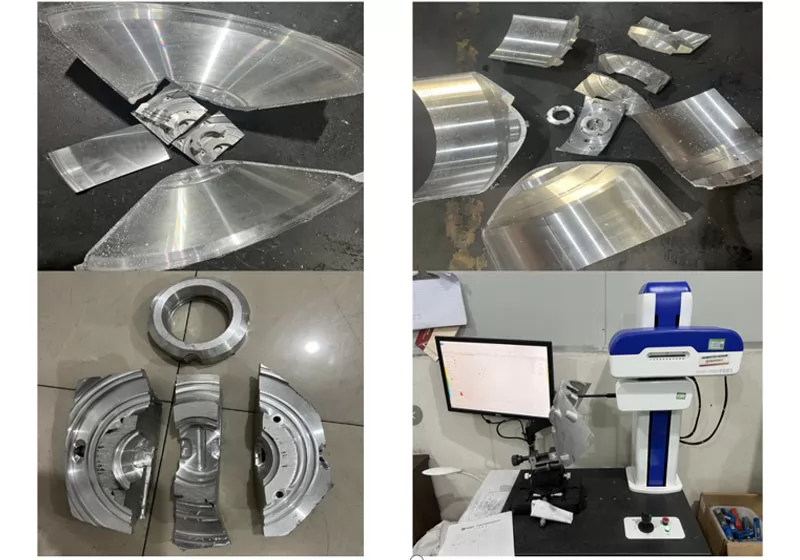
This project involved the development of a custom aluminum casting for a yacht stabilizer housing, designed to install and protect critical components such as gyroscopes. The housing consists of two irregular hemispherical sections, which are ultimately assembled into a complete unit.
1.Product Standards and Requirements:Material A356 T6, porosity class E155-C, helium leak test (leak rate < 0.66 × 10⁻⁸ Pa·m³/s). Anodizing (coating thickness 20 μm ±5 μm, color fastness grade 8, neutral salt spray test 338 hours). The customer requires that all dimensions meet the drawing tolerances (including 280 dimensions for position and profile tolerances, class ISO 2768-mK). PPAP approval must be completed and passed before formal mass production.
2.Product difficulties:The overall dimensions of this yacht balancer housing reach 578 × 578 × 575 mm after assembly, with a hemispherical opening diameter of 520 mm. The finished product requires an ovality of ±0.1 mm. The geometry has significant wall thickness variations—the thinnest part is 7 mm, while the thickest part reaches 68 mm. Excessive hot spots at the bosses are prone to porosity and shrinkage issues. The machining dimensional requirements are precise, with numerous position and profile tolerances. CMM automated inspection is estimated to take 5 hours per part. The anodizing process is highly challenging.
The entire process is estimated to involve over 20 steps, making it an extremely challenging project.
Development Process
A dedicated project team was established, consisting of tooling designers, casting engineers, machining engineers, measurement specialists, quality engineers, and sales staff. The team applied Advanced Product Quality Planning (APQP) methodology in compliance with IATF 16949 standards, ensuring a quality-focused development approach.
We began by conducting DFM analysis to optimize certain structural details for improved manufacturability, and worked with the client to establish mutually agreed technical specifications and quality standards.
Considering the application environment and performance requirements of this yacht balancer housing, A356 T6 was selected as the material. Based on the material properties and key design elements of the product, technical feasibility, quality consistency, and cost control were comprehensively evaluated, leading to the decision to adopt a manufacturing route combining low-pressure die casting and CNC precision machining.
Subsequently, technical engineers performed mold simulation and flow analysis to predict and optimize potential challenges and process parameters.
Finally, throughout the subsequent practical manufacturing steps, the solution was gradually validated, and issues were identified and resolved.
Practical Validation and Optimization
From mold manufacturing onward, the project formally entered the actual manufacturing phase. Our company carried out work according to the initial process flow diagram, established a process control plan, and applied FMEA tools to conduct risk analysis and assessment of various potential failure modes. The main critical issues encountered throughout the actual manufacturing process were as follows:
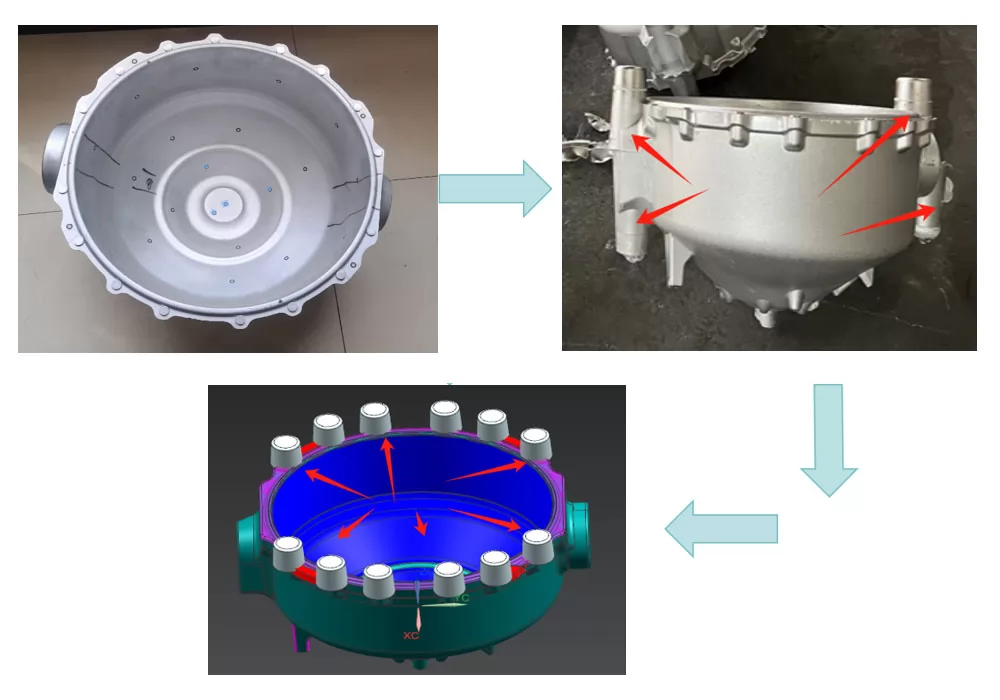
A. Porosity and Short Shot Issues
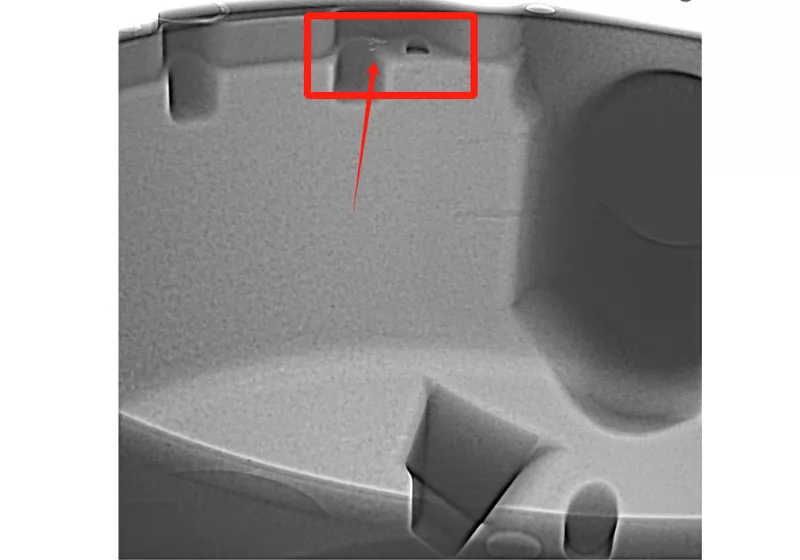
During the design process of the yacht stabilizer housing, we anticipated the risk of porosity defects and shrinkage porosity due to the product's complex structure, deep cavities, and significant wall thickness variations. The first trial mold produced 20 samples. Quality inspection engineers verified these using X-ray inspection, which indeed revealed porosity issues in specific areas of the housing. The statistical failure rate reached 60%. Although preliminary measures were taken in mold design and die-casting process parameter control to avoid this, such as gating system optimization and vent channel design, gas entrapment could not be completely prevented due to the inherent characteristics of the product structure.
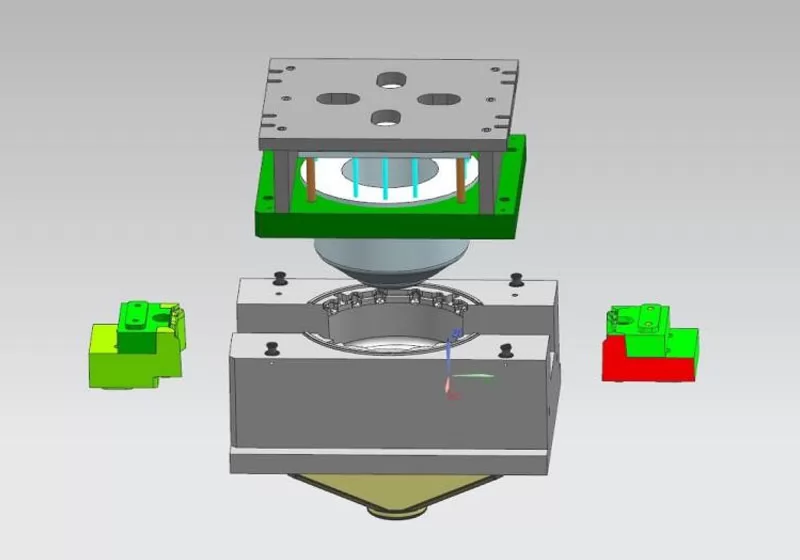
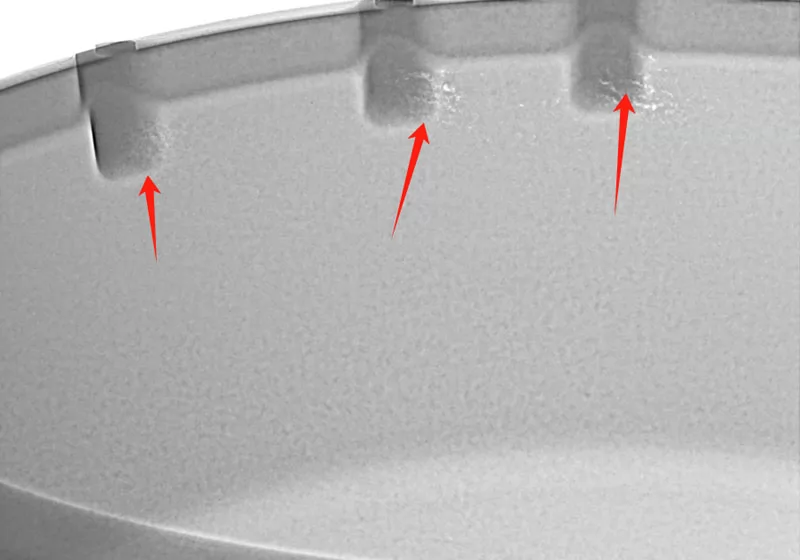
Faced with this issue, the technical team organized specialized technical discussions and conducted a detailed analysis of the defect distribution patterns, flow field, and temperature field. The final solutions determined were: 1.Adding auxiliary risers on both sides and the top of the mold to enhance feeding and venting effects in those areas. 2.Adjusting and precisely controlling melting and low-pressure die-casting parameters, applying Statistical Process Control (SPC) to core parameter data. Parameter data for each batch was collected into the system and analyzed using SPC tools for continuous monitoring and improvement.
After three successive validation trials (first without risers, second with side risers, third adding top risers), 50 final samples were produced. Inspection engineers confirmed again using X-ray inspection equipment that the pass rate reached 100%, with some parts even exceeding customer requirements and meeting the ASTM E155 Grade B standard. Subsequently, stability was maintained by performing an X-ray inspection on one out of every five castings to ensure the porosity issue did not recur.
During the continuous optimization process for porosity, we also identified localized short shot issues in some areas. To address this defect, the team implemented measures such as fine-tuning the mold structure, adding machining allowance through mold repair, and increasing the draft angle in critical areas. This achieved improvements in casting integrity and demolding stability.
B. Addressing the Challenge of Heat Treatment Distortion
The most challenging technical difficulty was encountered during the heat treatment stage. After solution heat treatment of sample castings, inspection engineers using special gauges and calipers found ovality deviation at the housing opening, with distortion reaching 5-8mm, causing overall contour warping. This distortion made subsequent CNC machining impossible and required resolution.
The project development team formed a task force, bringing together frontline operators, process engineers, quality engineers, and heat treatment experts to hold multiple rounds of technical discussions and problem review meetings. Through systematic failure analysis and multiple simulation validations, the root cause of the distortion was confirmed: the housing structure is a large-scale, thin-walled open component, inherently prone to distortion, compounded by the fact that during solution quenching, the part could not enter the water quickly and uniformly (tumbling), leading to shrinkage-induced deformation.
To address this, the team formulated two key countermeasures:
1. Designing and customizing a specialized support fixture for solution heat treatment to optimize the support and placement of the casting in the furnace, improving force balance during the solution process.
2. Adding a new precision straightening process after heat treatment. Based on the distortion trends and geometric characteristics of the casting, straightening tools and process parameters were defined to achieve effective correction.
In subsequent multi-round process validations, through effective control of the above two solutions, inspection engineers finally verified that the distortion was ≤1.5mm (internal oral cavity), successfully resolving the technical challenge of heat treatment distortion for this product and providing solid quality assurance for mass production.
C. Solving the Challenge of Machining Dimension Out-of-Tolerance
Entering the CNC machining stage, dimensional accuracy became another core technical challenge for this yacht stabilizer housing project:
Firstly, a constant-temperature workshop environment and high-precision CNC equipment formed the core hardware foundation for machining this housing.
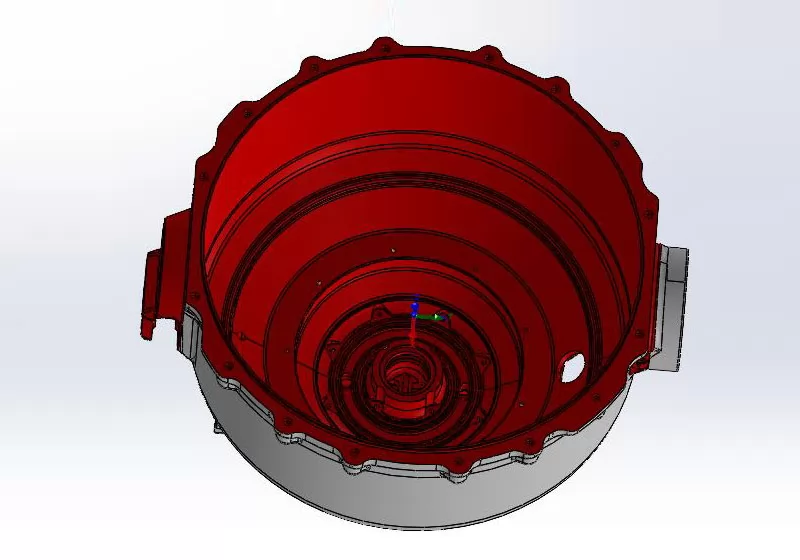
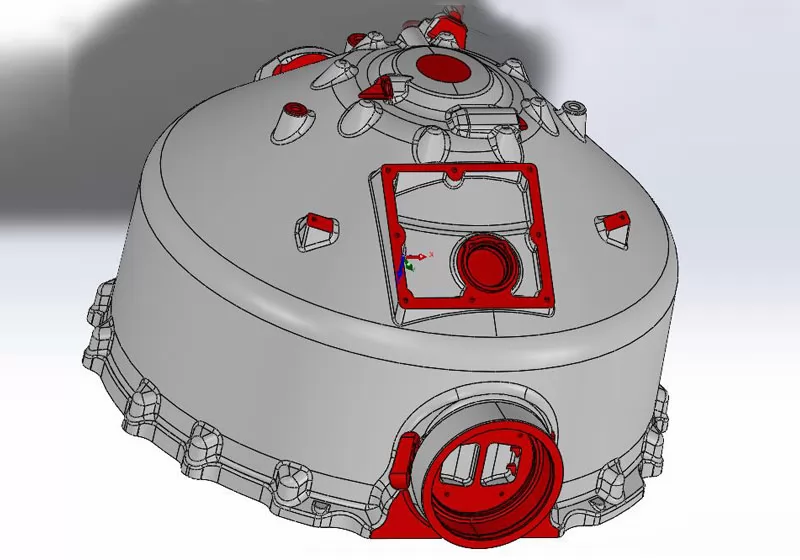
Secondly, the housing features a hemispherical outer contour, complex surface transitions, and a high-precision internal cavity structure, with strict requirements for position, ovality, and flatness. Machining required the capability for customized systematic machining strategies, including multi-process integrated machining capability, datum and process planning design capability, distortion control capability, and inspection and quality assurance capability.
Internal machined face
External machined face
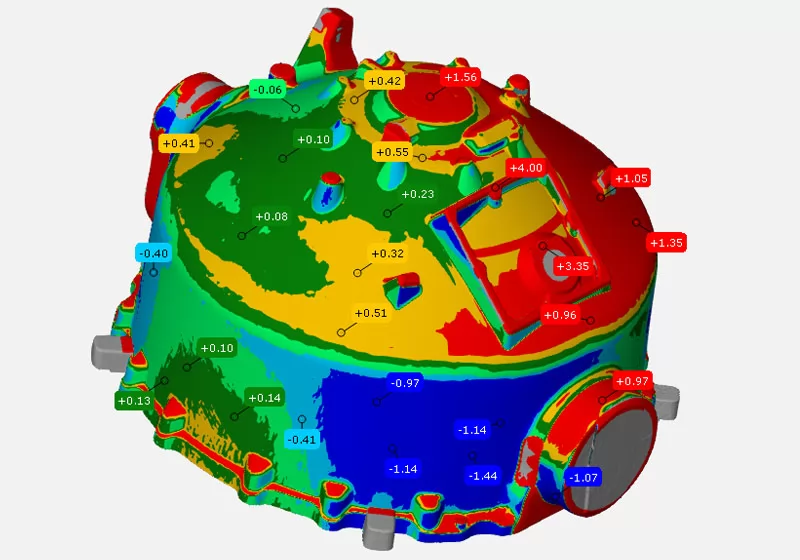
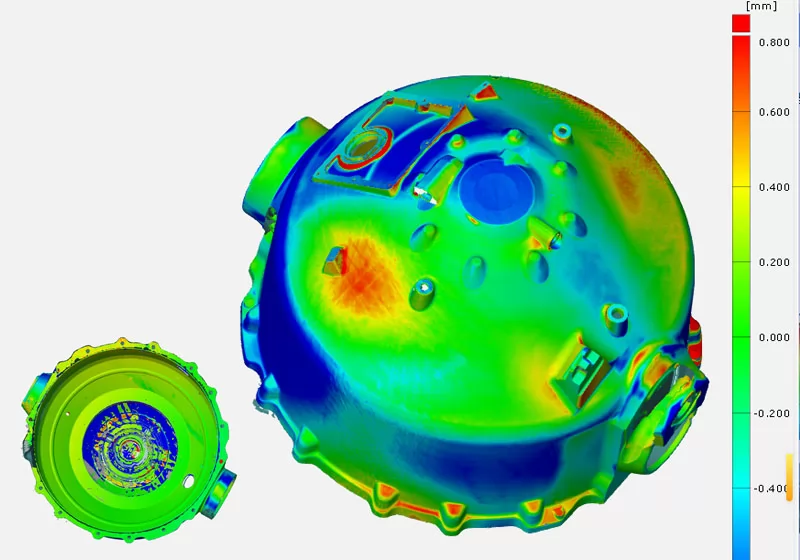
During the sample phase, the technical team adopted a horizontal machining center (HMC) strategy, divided into rough turning (90 minutes) and finish turning (150 minutes) stages. However, the actual results were unsatisfactory. 3D scanning and CMM inspection verified post-machining ovality of 0.3mm-0.8mm and flatness of 0.3mm-0.8mm, exceeding the product's upper tolerance limit. This further caused drift in the HMC's A/C datums, leading to out-of-tolerance position for subsequent critical dimensions.
Horizontal lathe machining
Horizontal machining center (HMC) machining
To address this critical issue, the project team organized multiple process reviews and feasibility assessments, ultimately deciding on a two-stage machining plan: "adding a vertical turning lathe (VTL) operation before HMC machining". The core strategies of this plan included:
New VTL Machining: Adding process bosses, machining via VTL, one-time complete clamping, machining time approximately 185 minutes. Post-inspection showed significant improvement in machining accuracy: ovality ≤0.13mm, flatness ≤0.1mm, establishing a stable and reliable A/C datum for subsequent HMC operations.
Then proceeding to the standard HMC machining operation, consistent with the previous sample phase.
Through systematic optimization of machining paths, clamping methods, and the datum system, and confirmed by 3D scanning and CMM data, all key post-machining tolerances such as diameter, distance, and position tolerance were controlled within ±0.003-0.005. This successfully stabilized the machining accuracy of this complex housing within the design requirements, comprehensively solving the machining challenges caused by structural complexity.
Constant-Temperature Machining Workshop
Large Machining Center
D. Solving Measurement Challenges
This project had very high requirements for inspection, with a vast number of inspection items. The most challenging aspect was dimensional measurement. We utilized CMMs, high-precision 3D scanners, special gauges, calipers, and other measuring instruments. By designing reasonable measurement programs, we finally completed the inspection of all data. The main measurement challenges and solutions were as follows:
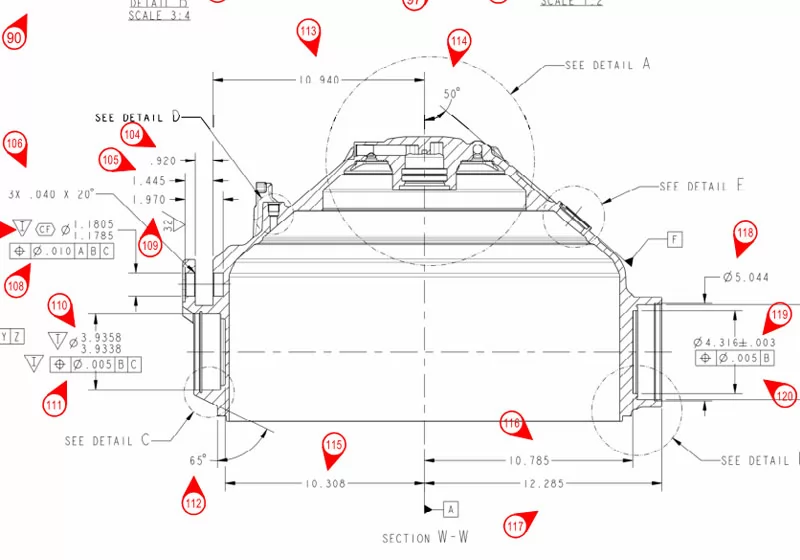
1. The product is large and complex with numerous measurement items. The interior and exterior include 280 dimensions covering diameter, height, distance, threads, position tolerance, perpendicularity, profile tolerance, etc. Measurement engineers meticulously wrote measurement programs using the CAD model and completed data measurement using high-precision CMMs, taking 5 hours per set.
2. The measurement situation was complex. Some items had datums that were difficult to locate, or different datums led to disputed measurement results. The team conducted multiple demonstrations and communicated with inspection equipment manufacturers to finally establish the inspection method. Each dimension was digitally labeled and located first, then datums were determined before measuring related dimensions. For example, using dimension 120 as the datum to judge the position of dimension 111 resolved such disputes.
3. Measuring the actual wall thickness at different locations was very difficult, and calculating it from 3D scan or CMM data could introduce errors. Finally, the team dissected one product from each batch after VTL and HMC machining respectively, then scanned and measured them using a CMM and profilometer to obtain the most accurate data.
CMM inspection
Destructive measurement
Datum establishment
Scanning verification
The measurement for this project was one of the most demanding our company has encountered, testing a company's comprehensive inspection capabilities.
E. Solving the Anodizing Challenge
The customer required black anodizing for this project, with lightfastness meeting Blue Wool 8+, a coating thickness of 20μm ±5μm, and passing a 338-hour salt spray test. This poses considerable difficulty for aluminum castings. We made thorough preparations before anodizing, controlling all elements that affect the anodizing result as per the control plan. This included material composition control, surface treatments like shot blasting and polishing, and pre-anodizing inspections, ensuring all indicators met the required standards for anodizing. However, after the first batch of samples was anodized, issues of "white spots, blotchiness, and fading" still appeared. After repeated on-site study of the anodizing process and facility by the technical team, the cause was identified as "chemical reactions resulting from the use of a specific brightener." Subsequently, an alternative brightener formula was adopted, and the method of suspending the castings for anodizing was improved. Other required indicators were also confirmed to meet standards through specialized testing, successfully resolving the anodizing challenge for aluminum castings.
Improvement of casting suspension method during anodizing
Later stage of anodizing
F. Helium Leak Test Proves Process Control Capability
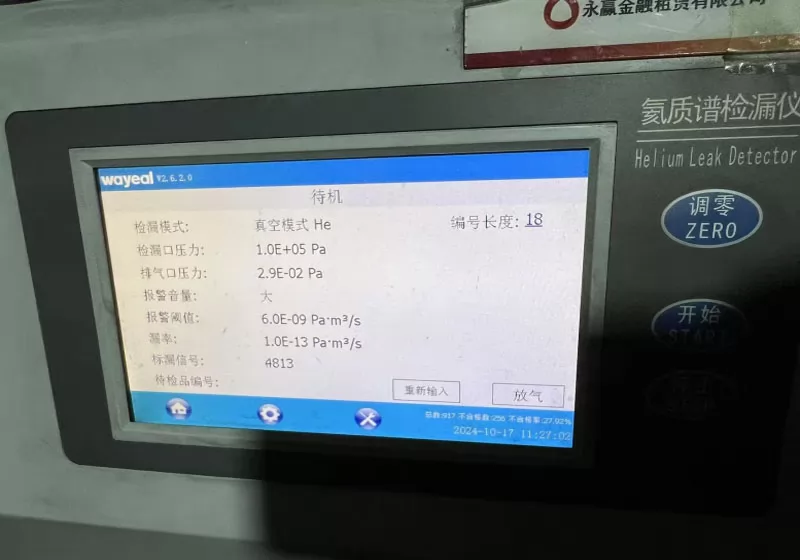
The customer had very high sealing requirements for this project, with a helium leak test requirement of < 0.66 × 10⁻⁸ Pa·m³/s. Our selection of the low-pressure die-casting process, efforts to solve porosity issues, and precision control throughout subsequent processes were all aimed at achieving this leakage index. Finally, helium leak tests were conducted once before and once after oxidation. The test results were successfully passed both times, without even requiring impregnation repair, demonstrating our process control capability.
Helium Leak Test
Helium Leak Test
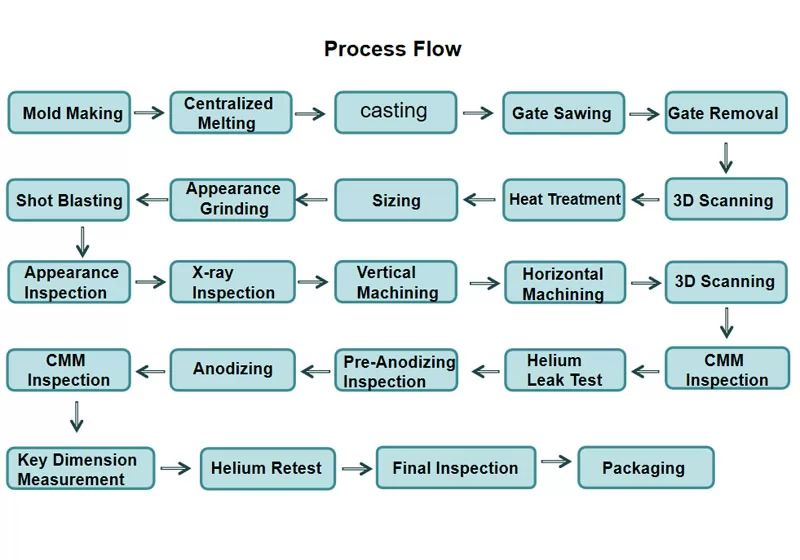
Finalizing the Process Flow Diagram
From mold design to the final delivery of PPAP samples, multiple rounds of trial production were conducted, overcoming the critical challenges outlined above. The yacht stabilizer housing project team worked in close collaboration with production line workers, demonstrating efficient synergy to identify and solve problems. This ultimately advanced the initial process design into a complete and robust process flow diagram.
This process flow diagram illustrates that over ten critical steps are required from initial mold development to final packaging. Quality fluctuations in any single step could lead to the scrapping of the entire unit, severely testing a company's quality control capabilities. After each key process, we scheduled corresponding specialized inspections to ensure the outcome of every step remained within the predetermined standards and that process conditions had not deviated.
Results and Evaluation
Finished Product Metrics:
1.Ovality: Required ±0.1 mm, Actual ±0.08 mm - Met.
2.Casting Porosity Grade: Customer specified ASTM E155 Grade C; Actual grade met specification, with some areas achieving Grade B - Met.
3.Dimensional Accuracy: 280 total dimensional standards, including position and profile - All Met.
4.Helium Leak Test: Leak rate < 0.66 × 10⁻⁸ Pa·m³/s - Met.
5.PPAP: Completed and approved by the customer - Achieved.
This yacht stabilizer housing project, developed by Innovaw, became a benchmark case demonstrating a manufacturer’s ability to overcome extreme technical challenges and stringent performance standards. By leveraging deep expertise in low-pressure die casting, precision CNC machining, and a robust quality management system, our team successfully delivered a high-quality product that met and even exceeded customer expectations.It highlighted our capability in systematic problem analysis, rapid process optimization, and comprehensive project execution for complex structural castings.
We ask for 3D models or detailed 2D drawings. Samples may also be provided for pricing purposes. Please also provide specific details such as the product quantity, annual demand, raw materials, and dimensional tolerances. We accept 3D models in .PRT and .SLDPRT formats, as well as neutral formats such as .IGS, .STP, and .X_T.
Q2. What is the minimum order quantity for the product?
100
Q3. How long does it usually take to deliver the product?
Because the customer's product demand and complexity is different, need to use different die-casting or casting process, so the delivery time is not the same, we will be with the customer before booking the contract for delivery time confirmation. tooling lead time: 5-8weeks according to different parts; first samples lead time: 1-3weeks after tooling ready. mass order lead time: 5-7weeks
Q4. How to ensure quality?
we will use 8D tool to process customer's complaint, define root cause and improvment actions.
0
Comments
Share your thoughts
Showing
6
of
0
reviews
Leave a Comment
Your email address will not be published. Required fields are marked *
Click on a star to rate it ! (Average rating 5 / 5. Vote count: 44)