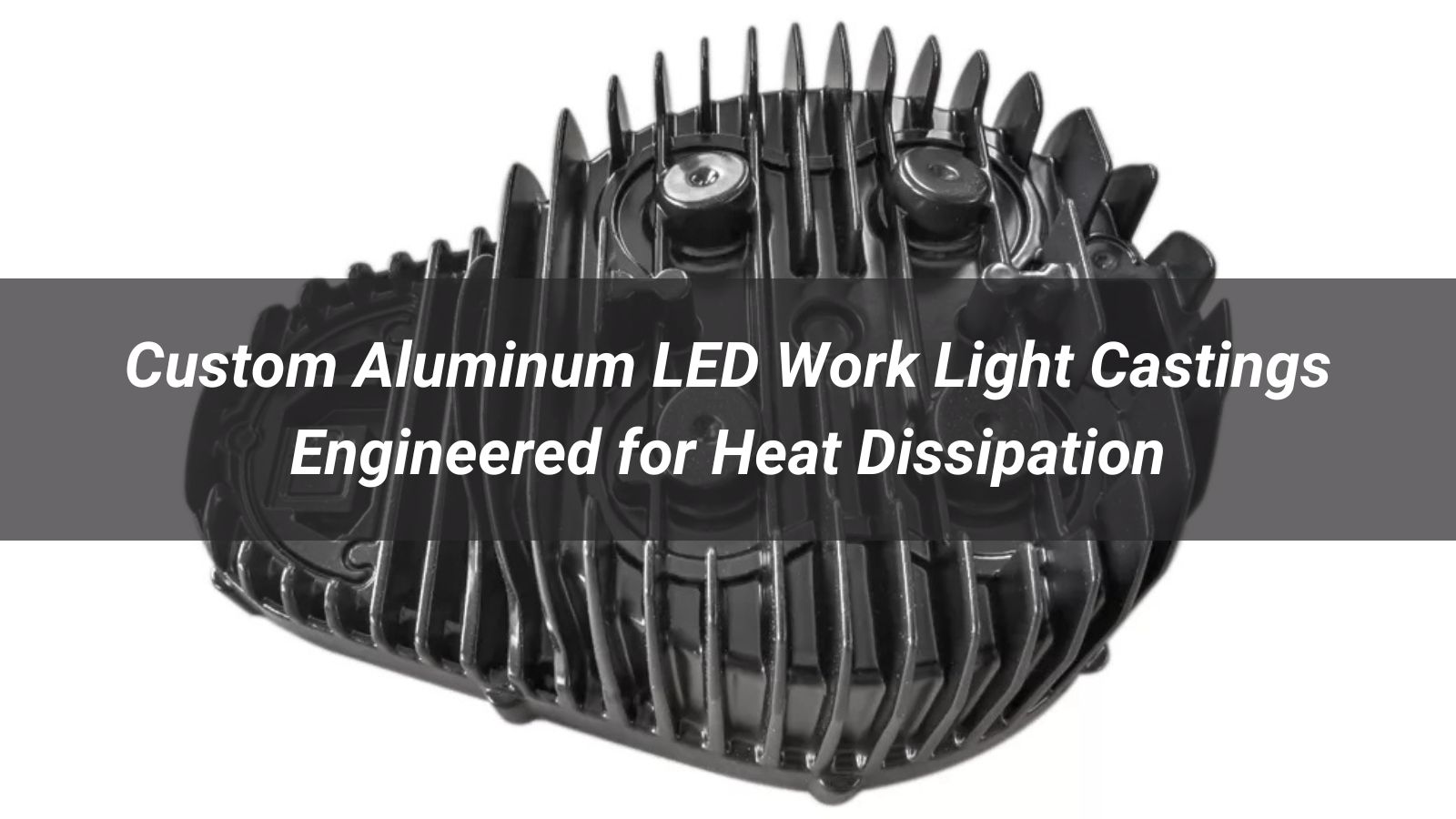
Custom Aluminum LED Work Light Castings Engineered for Heat Dissipation
_1776067535_WNo_1600d900.webp)
The demand for custom aluminum LED work light castings has grown steadily as industrial lighting moves toward higher wattage and longer service life. In harsh environments — construction sites, mines, offshore platforms — the housing isn't just a shell. It's the primary thermal path between the LED and the ambient air.
This guide addresses the questions procurement managers and OEM designers ask most often:
- How does casting design directly affect LED lifespan?
- What structural features separate a reliable housing from an average one?
- How is IP65/IP66 protection built into the casting — not added after?
- What does customization actually involve, and what are realistic MOQs?
- How do you evaluate a China-based die casting supplier before committing?
Choosing the right casting partner shapes every downstream decision — from thermal performance to certification readiness. Read on to find out what actually matters.
Table of Contents
- Why Thermal Management Starts with the Casting Design
- Key Structural Features of a High-Performance LED Work Light Housing
- How Does IP65/IP66 Protection Integrate into the Die Casting Structure?
- What Does "Custom" Actually Mean in LED Casting Projects?
- Die Casting Process Control — Where Quality Is Really Decided
- How to Evaluate a China LED Work Light Casting Supplier
Why Thermal Management Starts with the Casting Design

Most LED failures aren't about the chip. They're about heat that has nowhere to go.
A 150W LED work light running at 85°C junction temperature loses half its lifespan compared to one kept at 65°C. That 20-degree difference is decided by the casting.
Aluminum: The Thermal Backbone
Two alloys dominate LED work light castings in production:
| Alloy | Thermal Conductivity | Typical Use |
|---|---|---|
| ADC12 | ~96 W/m·K | High-volume, cost-sensitive projects |
| A380 | ~100 W/m·K | Better fluidity, complex fin geometries |
For most 100W–200W housings, A380 handles fine fin detail better — especially when spacing drops below 3mm.
Fin Layout Follows Airflow, Not Aesthetics
A real example: a European contractor's 200W floodlights dimmed after eight months. The fins ran horizontally on a vertically mounted fixture — hot air couldn't rise, heat pooled right where the LED module sat.
The fix was simply rotating the fin orientation 90°. No new alloy, no new chip. Thermal resistance dropped 18%.
Surface Treatment Changes More Than Appearance
Anodizing raises surface emissivity from ~0.05 to 0.8+. A hard-anodized 100W housing runs 6–9°C cooler than the same casting left bare — with no geometry changes.
Watch out: Powder coat over 80μm acts as insulation. Specify maximum coating thickness before production, not after.
Thermal management isn't a downstream problem. It's cast in from the beginning.
Key Structural Features of a High-Performance LED Work Light Housing

Good thermal design gets heat out. Good structural design makes sure everything else holds together under real working conditions.
Fin Geometry: The Numbers That Matter
Fins aren't just "more is better." Pack them too tight and airflow stalls. Space them too wide and you lose surface area.
| Parameter | Recommended Range | Note |
|---|---|---|
| Fin spacing | 3–6 mm | Below 3mm traps heat in still air |
| Fin height | 15–30 mm | Taller fins need thicker roots for rigidity |
| Fin count | Project-specific | Driven by wattage and housing footprint |
A 200W mining light housing typically runs 22–26 fins at 4mm spacing — enough surface area without killing natural convection.
Driver Cavity: Keep the Heat Sources Apart
The LED module and the driver both generate heat. Put them in the same chamber and they cook each other.
A common solution: cast a dedicated driver compartment at the rear of the housing, separated by an internal wall. The LED side runs hot. The driver side stays 15–20°C cooler — well within the electrolytic capacitor's safe operating range.
This separation also simplifies maintenance. Driver replacement doesn't mean disturbing the optical assembly.
Mounting Holes: Cast In, Not Drilled After
Post-machined mounting holes are a cost shortcut that creates field problems. Drilling into a casting can break through internal voids — and on an IP65 housing, that's a direct path for moisture ingress.
Integrated cast bosses around mounting points add wall thickness exactly where stress concentrates. On a 10kg work light swinging on a yoke bracket, that matters.
Surface Finish: Functional First
Three common finishes and what they actually do:
| Finish | Thermal Impact | Best For |
|---|---|---|
| Hard anodizing | Best emissivity gain | High-wattage, outdoor fixtures |
| Powder coating | Neutral if ≤80μm | OEM branding, color requirements |
| Bare / chromate | Poor radiation | Indoor, short-duty-cycle only |
For most outdoor LED work light applications, hard anodizing with a dark finish hits the best balance of thermal performance, corrosion resistance, and appearance.
How Does IP65/IP66 Protection Integrate into the Die Casting Structure?

Waterproofing isn't a gasket you add at the end. It starts at the mold design stage.
Sealing Groove: Cast In vs. Post-Machined
A sealing groove machined after casting introduces tolerance stack-up. Even 0.2mm unevenness across the groove face is enough to compromise a silicone gasket under thermal cycling.
Cast-in grooves — designed into the mold from the start — give consistent depth and width across every unit. For IP66 ratings, this isn't optional.
Cable Entry and Thread Waterproofing
Cable gland bosses need wall thickness of at least 4mm around the thread. Thinner than that and repeated tightening cracks the casting — usually after six months in the field, not during QC.
A common field failure: M20 cable gland boss cracking on a portable work light used in wet quarry environments. Root cause — 2.8mm wall thickness at the thread root, cast to save weight. One redesign, one mold modification, problem eliminated.
The Built-In Conflict: Sealing vs. Cooling
A fully sealed housing traps heat. More fins help, but airflow is still limited. The engineering trade-off:
| Approach | Thermal Performance | IP Rating Achievable |
|---|---|---|
| Open vent design | Best | IP54 max |
| Sealed + external fins | Good | IP65/IP66 |
| Sealed + heat pipe | Best for sealed | IP66/IP67 |
For most LED work light applications, sealed with optimized external fins is the practical sweet spot.
What Does "Custom" Actually Mean in LED Casting Projects?
Custom gets used loosely. Here's what it actually breaks down to in practice.
Form Customization
This is the most common request — change the shape to match an existing product line or brand identity.
Typical scope includes: overall housing dimensions, mounting yoke geometry, logo embossing, and lens frame profile. Tooling lead time is usually 25–35 days for a new mold.
Functional Customization
Less visible but more impactful. Examples:
| Request | What It Involves |
|---|---|
| Higher wattage same footprint | Increased fin count, thicker LED base wall |
| Dual driver compartment | Internal wall added to mold design |
| ATEX-ready housing | Thicker walls, specific alloy grade, no sharp edges |
MOQ and Tooling: The Real Conversation
A new die casting mold typically costs $3,000–$8,000 USD depending on complexity. MOQ for a custom casting run is usually 500–1,000 pcs to amortize tooling cost reasonably.
If your volume is below 500 pcs, ask about shared-mold or modified standard housing options. Most experienced suppliers have base molds that can be adapted — shorter lead time, lower upfront cost.
Die Casting Process Control — Where Quality Is Really Decided
Two housings can look identical. What's inside the metal is where they differ.
High-Pressure Die Casting vs. Gravity Casting
| HPDC | Gravity Casting | |
|---|---|---|
| Surface finish | Excellent | Moderate |
| Wall thickness | Down to 2mm | 4mm+ typical |
| Porosity risk | Higher if uncontrolled | Lower |
| Volume suitability | 1,000 pcs+ | Small batch, prototypes |
For LED work light housings at scale, HPDC is standard. The key is controlling porosity — the defect that causes pressure test failures and surface coating problems.
Porosity and Shrinkage: How They're Controlled
Common process controls that separate good suppliers from average ones:
- Vacuum-assisted die casting to reduce trapped gas
- Optimized gate and runner design to control fill speed
- Die temperature monitoring — deviation of ±10°C changes porosity distribution
Dimensional Consistency Across Batches
A housing that passes first article inspection but drifts on batch 10 is a supply chain problem waiting to happen. Ask suppliers for Cpk data on critical dimensions — sealing groove width, mounting hole position, LED base flatness. A Cpk above 1.33 is a reasonable baseline.
How to Evaluate a China LED Work Light Casting Supplier

Price gets you in the door. These are the questions that tell you whether to stay.
In-House Tooling vs. Outsourced
A supplier who owns their mold shop controls lead time, revision cost, and tooling maintenance. A supplier who outsources molds is dependent on a third party for every engineering change.
Simple test: ask to visit or see photos of their tooling workshop. No tooling room means no real control over your custom project.
What to Request at Sample Stage
| Document / Test | What It Tells You |
|---|---|
| X-ray or CT scan report | Internal porosity level |
| IP65/66 ingress test report | Sealing structure integrity |
| Dimensional inspection report | Mold accuracy and consistency |
| Alloy composition certificate | Confirms stated material grade |
Suppliers who push back on providing these documents at sample stage are telling you something important.
Lead Time, MOQ, and Engineering Support
Three things that matter more than unit price in a custom casting project:
Engineering responsiveness: Can they provide DFM feedback within 3 days? Slow DFM response means slow everything else.
Realistic lead times: New mold + first samples in under 20 days is a red flag, not a selling point. Quality tooling takes 25–35 days.
Batch stability: Ask for references from customers who've run 5+ repeat orders. Consistency over time is harder to fake than a good first sample.
Conclusion
A well-designed aluminum casting does more than hold components together. It manages heat, protects against ingress, and defines how long the fixture will last in the field.
The key takeaways from this guide:
- Thermal performance starts at the mold design stage — alloy choice, fin geometry, and wall thickness all matter before a single part is cast
- IP65/IP66 protection is a structural decision, not an afterthought
- Customization is more than aesthetics — functional changes to fin density, driver separation, and mounting design have real performance impact
- Process control and supplier capability determine batch consistency, not just sample quality
Whether you're developing a new OEM product or sourcing a reliable casting partner, the decisions made early in the design process are the ones that show up — or fail — in the field.
0
Comments
Leave a Comment
Your email address will not be published. Required fields are marked *
Name can't be empty
Email error!
Message can't be empty
😍
😜
😳
😌
😄
😘
😝
😒
😃
😚
😚
😛
😟
😧
😀
😉
😓
😱
😤
😣
😂
😥
😩
😠
😢
😭
😰
😨
😡
😆
😪
😅
😐
😇
😋
😴
👿
😕
😏
😷
😵
😟
😮
😯
😑
👧
👴
😧
😬
😾
👶
👱
👵
👸
🙀
👺
👦
👩
👨
😽
😿
🙈
💩
💥
💤
😼
😹
🙉
🔥
✨
💦
👎
✌
👆
👈
💪
💹
👍
👊
💴
💶
💷
💸
👉
💵
🙏
🌎
🏧
👏
💳
👇
💑
🙆
🙅
💁
👫
👭
🙎
🙇
👑
👔
Submit Comment
Most Popular
-
 Jan 30, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining
Jan 30, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining -
 Oct 29, 2025Top 10 Aluminium Casting Foundries and Companies in China
Oct 29, 2025Top 10 Aluminium Casting Foundries and Companies in China -
 Oct 22, 2025Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World
Oct 22, 2025Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World -
 Nov 26, 2025Top 10 Aluminium Low Pressure Die Casting Manufacturers in the World 2026
Nov 26, 2025Top 10 Aluminium Low Pressure Die Casting Manufacturers in the World 2026




Laster Blogs
-
 Apr 13, 2026Custom Aluminum LED Work Light Castings Engineered for Heat Dissipation
Apr 13, 2026Custom Aluminum LED Work Light Castings Engineered for Heat Dissipation -
 Apr 10, 2026Custom Aluminum Electric Motor Castings for EV and Industrial Applications
Apr 10, 2026Custom Aluminum Electric Motor Castings for EV and Industrial Applications -
 Apr 09, 2026Custom Aluminium Marine Castings: Alloy Selection, Corrosion Protection, and Sourcing Guide
Apr 09, 2026Custom Aluminium Marine Castings: Alloy Selection, Corrosion Protection, and Sourcing Guide -
 Apr 08, 2026Custom Automotive Aluminum Castings from China - What Buyers Need to Know
Apr 08, 2026Custom Automotive Aluminum Castings from China - What Buyers Need to Know




Send RFQ Today
Name can't be empty
Email error!
Send Your Message
Note: If you are looking for a job, please send an email to it2@innovaw.com